
Every decision in the manufacturing business impacts the end product’s quality and the bottom line. One recurrent issue arises as enterprises explore methods to improve operations and cut costs: Can EDM wire be reused? The answer is yes, but it can’t be reused due to some factors. These factors include economic, material degradation, technical factors, and many more.
This distinctive guide will explore why EDM’s wife can’t be reused. It also explains the factors to consider when choosing an EDM wire and its various dimensions.
Why Can’t EDM Wire Be Reused?
At first glance, reusing EDM wire might seem like a practical way to save money. However, a closer examination reveals that the challenges and risks of reusing wire far outweigh any potential savings. EDM wire is consumable, and reusing it is not practical. Here’s why:
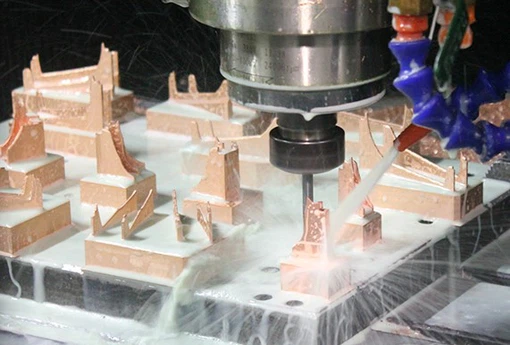
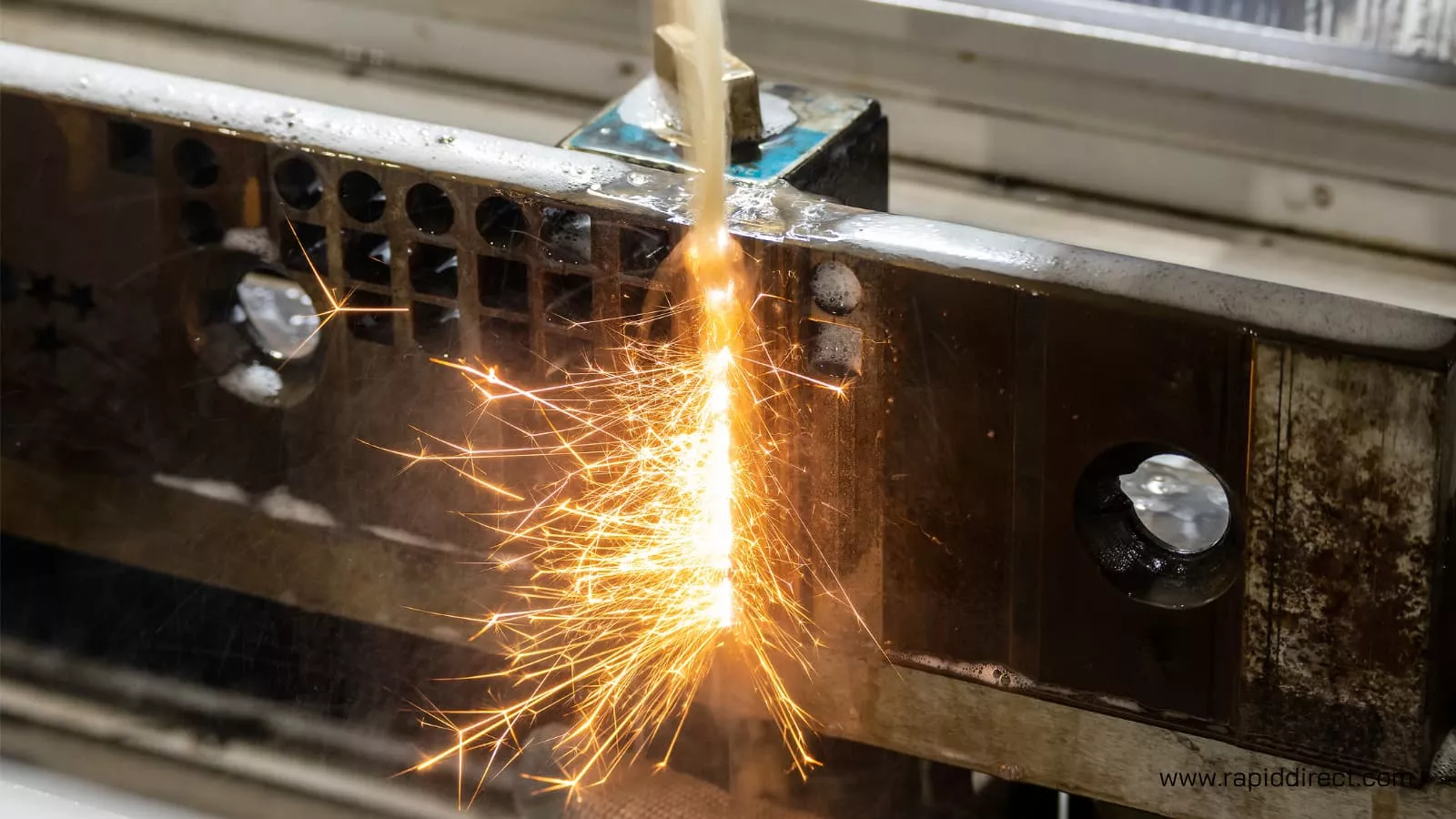
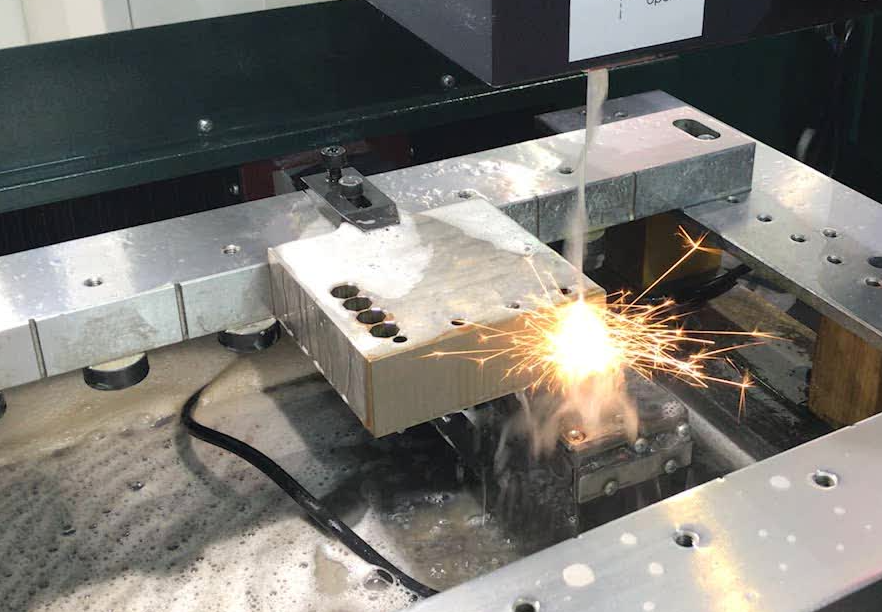
The Nature of the EDM Process
EDM wire is subjected to extreme conditions during the machining process. High electrical discharges are continuously passed through the wire to erode the cut material. This constant exposure wears down the wire, causing it to lose its diameter and tensile strength. As a result, the wire becomes less effective for precise cutting in subsequent uses.
Wear and Tear
Every time EDM wire is used, wear and tear accumulate. The wire becomes thinner, and any slight deformation can lead to a reduction of accuracy in the cutting process. Precision is critical in EDM, and using a wire that has already been weakened can compromise the quality of the final product.
Contamination Issues
The wire can become contaminated with debris, burnt particles, and oxides during cutting. These contaminants can affect the wire’s electrical conductivity, leading to inconsistent cutting performance. Cleaning and preparing used wire for reuse would be time-consuming and costly, negating potential savings.
Impact on Machine Performance
Using worn or damaged wire can also strain the EDM machine itself. Machines are calibrated to work with wire in optimal conditions. Reusing wire could lead to increased wire breakage, poor cutting accuracy, and downtime due to machine malfunctions.
Cost vs. Benefit
While it might seem cost-effective to reuse EDM wire, the risks far outweigh the benefits. The cost of new wire is relatively low compared to the potential loss of precision, machine efficiency, and product quality that could result from reusing wire.
What to Consider When Choosing EDM Wire
It used to be easy to select EDM wire because there were only two options: copper or brass. There are now more electrodes available for wire EDM than sinkers. The following are some factors to consider while selecting wire from EDM manufacturers.
Conductivity
This is a measure of a material’s ability to conduct electricity. The higher the wire’s conductivity, the more power can be applied to the workpiece in EDM. Higher cutting speeds are typical because higher conductivity is more efficient.
Tensile strength
Tensile strength is a material’s maximum load-bearing capacity determined by its resistance to stretching and breaking. It is gotten by dividing the maximum load in pounds per square inch by the wire’s cross-sectional area. High-tensile EDM wire provides higher edge straightness, making it ideal for single-pass components and cables with small or fine diameters to reduce wire breakage. Another use that requires high straightness and resistance to wire breakage is wire cutting tall portions.
Vaporization temperature
Flushability is most effective when the wire’s melting/vaporization temperature is low. Instead of contaminating the gap with resolidified “chips,” we want the wire surface to evaporate, converting quickly to gases. Melting will occur while using longer durations (roughing). Even while low-temperature electrode alloys (zinc-coated) produce chips, they cause larger craters on the wire surface, which moves more water and contaminants away from the gap and facilitates cleaning. As a result, tungsten and moly wires, which have high melt/vaporization temperatures, cut slowly and flush poorly but are suitable for skim cuts that need crisp geometry and component straightness.
Fracture resistance
An EDM wire’s fracture resistance is best defined as wire toughness or resilience because there is no actual index or “rating” for it. It refers to the wire’s ability to endure the effects of the spark gap’s highly dynamic environment.
Hardness
Tensile strength is sometimes confused with hardness. A wire’s flexibility, or ability to elongate, is determined by its hardness or temper. This category divides EDM wires into two types: soft and hard. Firm wire threads outperform softer wires on closed-guide machines, whereas a soft wire taper cuts better. A strong wire will also provide the most consistent auto-threading.
Key Considerations for Wire EDM Cutting
Key criteria must be carefully considered to achieve this technology’s best outcomes. Let’s have a look at them:
Types and Dimensions of EDM Wire
EDM wire sizes vary from 0.0008 to 0.013 inches. Thinner wires require lower power settings and cut slower. Plain brass wires with a diameter of 0.010 inches are used in more than 80% of EDM activities. The machining material and the desired results of the wire erosion process determine the appropriate wire.
Geometry of the Part
While wire EDM can cut complex geometries, part geometry can make or break a design. The wire diameter limits the sharpness of your internal corners. Design corners broader than double the wire thickness to ensure a smooth cut. Always incorporate the kerf formed throughout the process into your design to ensure pieces are not undersized. Deep, narrow holes can be challenging. The wire needs room to maneuver. Consider using draft angles or strategically positioned holes to improve wire access. Experts advocate stacking flat parts for effective, unattended batch processing.
Requirements for Surface Finish and Tolerances
Although this technology can produce ultra-smooth surfaces, rougher cuts are faster and less expensive. Always match the finish to the part’s specifications. For example, a mold may require a mirror polish, although a bracket may not. Similarly, tighter tolerances necessitate more precise cuts, which increases machining time and expense. Determine how much tolerance variation your application can accept. High-precision wire EDM parts frequently necessitate several, increasingly finer cutting. Consider this additional machining time during the design process.
Material Thickness and Electrical Conductivity
It performs best with thin to medium materials. Thick workpieces may be more suited for traditional machining procedures. Thinner materials often need less cutting time, which results in finer surface finishes. Furthermore, the method is based on electrical discharge, so only conductive metals are suitable. These highly conductive materials, such as copper, cut faster. Consider this for production efficiency, particularly on high-volume work.
Considerations for Time Efficiency
Wire-cut EDM is fast, but smart design decisions can save you time. For example, you want to keep difficult cuts to a minimum. Simple geometries with straight lines and few curves shorten machining time. It is ideal to begin with a faster rough cut, followed by a slower, finer finishing pass. Working with manufacturers who use EDM machines with automatic wire threading to save downtime between cuts is also an excellent option.
Programming and Control for EDM
As previously said, CNC control is an essential element of the EDM machine. As a result, pay attention to the importance of wire EDM programming. Use computer-aided manufacturing (CAM) software to create efficient toolpaths that reduce travel time and increase cutting efficiency. You can use techniques like corner rounding or spark gap management for difficult corners and thin features in your CAM application. Simulating the wire path visually before operating the machine will help you detect flaws and probable collisions early on, saving time and avoiding costly errors.
Conclusion
The inability to reuse EDM wire results from the complex interplay between the wire’s material properties, the EDM process itself, and the demands of precision machining. While reusing EDM wire may seem like a good option for reducing costs and improving efficiency, the risks of compromised accuracy, reduced surface finish, and increased machine downtime make it less viable. Understanding the reasons for this allows wire EDM manufacturers to optimize their machining processes better, reduce waste, and retain high precision and quality.